





27.10.2025
Паяти чи не паяти? Ну звісно ж паяти! А якщо ви не вмієте, то ця стаття саме для вас – в ній ми розглянемо основні моменти при паянні, з якими доводиться стикатись новачкам. Гайда до роботи!
Перед тим як братися за паяння, потрібно визначитись з тим, чи у вас є все необхідне. Для паяння вам знадобляться в першу чергу основні інструменти та аксесуари – без них просто ніяк:
Розглянемо більш детально, на що потрібно звернути увагу при виборі паяльника, припою, флюсу та стрічки для випаювання.
Асортимент паяльників на сучасному ринку просто вражає! Якщо інформацію щодо якості та надійності певного паяльника можна отримати з відгуків, то про основний критерій вибору – потужність паяльника – ми вам розповімо тут. Залежно від сфери застосування всі паяльники можна поділити на такі групи:

Якщо оберете саме його, у вас буде потужний паяльник, який добре справлятиметься з безсвинцевими припоями, паянням проводів та звичайним паянням. А завдяки регулюванню температури ви зможете мінімізувати ймовірність перегрівання радіоелементів при паянні на платах.
З припоями все трохи простіше. Умовно їх можна поділити на 2 групи:
Безсвинцеві припої забезпечують більш міцне з'єднання у порівнянні зі звичайними свинцевими припоями. Хоча на практиці цього практично не помітно. А от паяти новачкам безсвинцевими буде складніше, оскільки вони мають вищу температуру плавлення, погано розтікаються та потребують використання дорогих флюсів.
Тому ідеальним рішенням буде використання традиційних свинцевих припоїв, які позначаються абревіатурою ПОС (припій олов'яно-свинцевий). Залежно від типу паяння вони мають різне співвідношення свинцю та олова.
| Олово (Sn) % | Свинець (Pb) % | Температура плавлення | Призначення | В'язкість |
|---|---|---|---|---|
| 63% | 37% | 183 | Точне паяння | Низька Висока |
| 60% | 40% | 183..190 | Друковані плати | |
| 50% | 50% | 183..215 | Електронні частини | |
| 45% | 55% | 183..227 | Листова сталь | |
| 40% | 60% | 183..238 | Листова сталь (зварювання) |
Однак як показує практика, найбільш поширеним є використання припою ПОС-60 та його аналогів. Температура плавлення цього припою складає 183-188°C, що дозволяє паяти паяльниками будь-якої потужності. За допомогою нього ви зможете виконувати практично всі паяльні роботи.
Також рекомендуємо мати в запасі трохи сплаву Розе. Це легкоплавкий припій з температурою плавлення 90-100 °C. Він дуже корисний при проведені демонтажу радіокомпонентів, які чутливі до перегрівання, а також ним добре лудити контакти на платах.

Для хорошого якісного паяння потрібно використовувати флюс. У більшості сучасних припоїв флюс вже включений до їх складу. Але для зняття оксидної плівки з поверхонь, які ви будете паяти, їх потрібно додатково покрити флюсом. Це забезпечить рівномірне розтікання припою та покращить процес лудіння.
Умовно всі флюси можна розділити на 3 типи:
Нейтральні флюси зручні у користуванні та в більшості не потребують змивання. Ідеально підходять для звичайного паяння, а також для паяння SMD та BGA-компонентів. Продаються у рідкому вигляді або у вигляді пасти.

Середньоактивні мають широке застосування як при паянні окислених поверхонь, так і при звичайному паянні та паянні електронних компонентів. Більшість також не потребує змивання, оскільки активні властивості проявляються тільки при певній температурі, наприклад 150°C, і при остиганні до кімнатної температури втрачаються. На відміну від нейтральних флюсів, вони забезпечують стійке до корозії паяння.

Активні флюси мають практичне застосування при паянні металів, які важко лудяться звичайними флюсами. До таких металів належать:
Найвідоміший представник активних флюсів – це ортофосфорна кислота. Активні флюси значно спрощують процес паяння, але вони мають різкий запах та токсичні. Тому обов'язково потрібно паяти в добре провітрюваних приміщеннях та не забувати змивати залишки флюсу після паяння.

Крім цього, не варто забувати про каніфоль. Її головна перевага в тому, що вона не потребує змивання, оскільки є чудовим діелектриком. В чистому вигляді її майже не використовують, але на її основі виготовляються практично всі флюси. Такий флюс ви можете приготувати самостійно. Для цього вам знадобиться:
Каніфоль необхідно подрібнити до порошкоподібного стану та розвести з етиловим спиртом у співвідношенні 2:3.



На відміну від паяння звичайною каніфоллю, цей розчин можна наносити безпосередньо на місце паяння. І найголовніше – залишки не потрібно змивати.
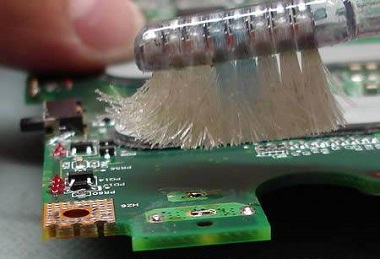
Після всього прочитаного у вас напевне виникає питання – як змивати флюс і чим його змивати? Все залежить від того, що ви паяєте. Якщо це паяння на платі, то для очищення від флюсу можна використати як звичайний спирт, так і спеціальні омивачі для плат.
Просто нанесіть їх на місце паяння, за допомогою невеликої щітки (можна використати стару зубну щітку) очистіть залишки флюсу і після цього їх змийте. Для очищення залишків активного флюсу при паянні проводів або грубому паянні листових металів, добре підійдуть різного роду розчинники для фарби або ацетон.
Стрічка для видалення припою особливо буде корисною для новачків, оскільки на початках важко вгадати з кількістю необхідного припою. А завдяки стрічці для випаювання можна легко прибрати залишки. Вона складається з дрібних мідних дротів покритих флюсом, які сплетені між собою в стрічку різної ширини (0,8 мм, 1,5 мм, 2,5 мм).

Для видалення залишків припою необхідно помістити кінчик стрічки в зону паяння та зверху притиснути розігрітим паяльником. Залишки припою втягнуться в стрічку, а використаний шматок стрічки відрізається. Все дуже просто!
Для того, щоб паяння було безпечним та зручним вам також знадобляться допоміжні інструменти:
Незважаючи на те, що ми віднесли підставку для паяльника до допоміжних інструментів, її роль є досить суттєвою в процесі паяння. Паяльник повинен мати своє чітке місце на робочому столі і бути надійно зафіксованим. Це значно убезпечить вас від випадкового опіку в процесі паяння, а також знизить ймовірність пропалити робочий стіл. При виборі підставки зверніть увагу, щоб в ній було місце під губку для очищення жал – так набагато зручніше в процесі паяння.

Також ви можете змайструвати підставку самостійно. Ось один з прикладів саморобних підставок.

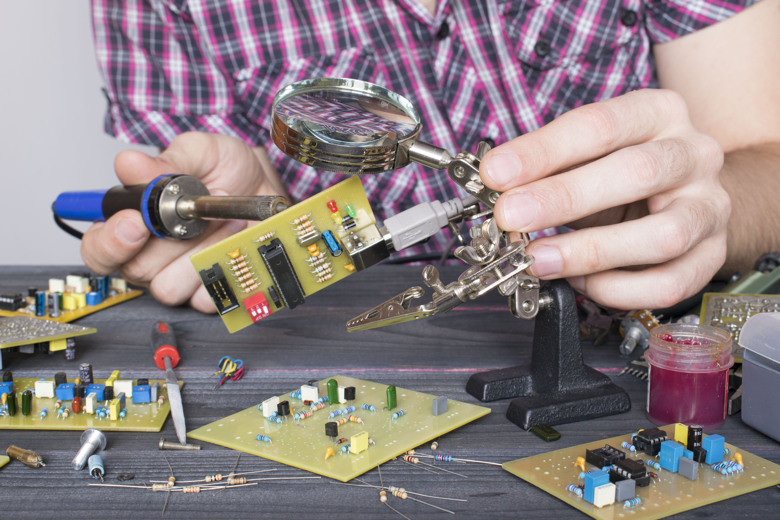
При паянні проводів та невеликих плат дуже зручно використовувати так звану «третю руку». Таку назву вона отримала не просто так. Завдяки затискачам ви можете надійно зафіксувати предмети паяння у будь-якому положенні. Асортимент «третіх рук» досить широкий – від звичайних штативів з затискачами, до моделей зі збільшувальним лінзами та тримачами паяльника.

В процесі паяння під дією високої температури жало досить швидко окислюється та потребує періодичного очищення від окислів та нагару. Для цього використовуються целюлозні губки та стружка для очищення жал. За допомогою них ви постійно підтримуватиме жало в чистоті, а це в свою чергу напряму впливає на якість та зручність паяння. Також ними легко знімати лишній припій з жала.
Ще один важливий аксесуар – активатор паяльного жала. Він має практичне застосування в основному для жал з нікелевим покриттям, які мають сильні забруднення. На відміну від звичайних мідних жал, їх не можна очищувати абразивними інструментами. Тому, якщо таке жало перестало брати припій і звичайні методи очищення не допомагають, не поспішайте його викидати – в більшості активатор допомагає відновити його властивості.
До ручного інструменту, який буде корисним при паянні, можна віднести:
Використання пінцетів досить зручне при паянні та демонтажу електронних компонентів на платах. Для цього добре підходять як звичайні прямі пінцети, так і пінцети з загнутим носиком. При паяні елементів особливо чутливих до статичних напруг використовуються антистатичні пінцети.

Кусачки мають широке застосування в побуті, при проведенні паяльних робіт без них теж ніяк не обійтись, особливо при паянні проводів. Також ними можна обтинати залишки ніжок радіоелектронних компонентів при паянні їх на плату.

Набір допоміжних інструментів для паяння має широке застосування при проведенні паяльних та демонтажних робіт. До його складу входять різного типу захвати та тримачі, які будуть корисними при паянні компонентів на плату. Також в комплекті є щіточки для очищення плат від залишків припою та флюсу.

Якщо у вас готовий повний арсенал для паяння, то можна приступати безпосередньо до самого паяння. В першу чергу потрібно залудити жало паяльника. Як правило, паяльники комплектуються двома типами жал:
Мідному жалу перед залудженням можна надати необхідну форму - конус, односторонній зріз, двосторонній зріз – за допомогою абразивного матеріалу, наприклад, надфіля. Для нікелевого жала використовувати абразивні матеріали не можна, оскільки ви знищите захисне покриття, і воно не буде лудитись взагалі.
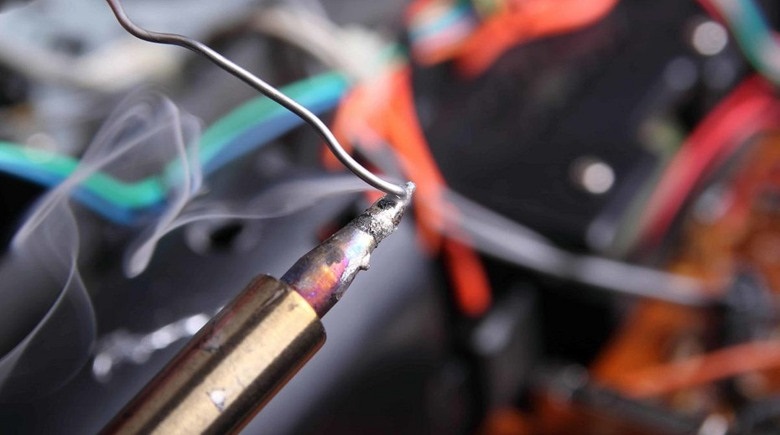
Сам процес залудження нового жала, яке ще не було у використанні, однаковий для двох типів жал. Для цього необхідно розігріти паяльник до робочої температури, занурити його в каніфоль і відразу після цього покрити припоєм.

Припій повинен рівномірно покрити кінчик жала. Для того, щоб припій краще приставав, залуджене жало можна потерти об дерев'яну дощечку або цупкий шматок картону. Також в процесі паяння потрібно завжди слідкувати щоб жало було чистим від окислів і покрите тонким шаром припою. І найголовніше – не допускайте перегрівання жала, особливо жала з нікелевим покриттям.
Отже, паяльник ви залудили і підготували до паяння. Тепер потрібно підготувати деталі, які ви будете спаювати між собою. В першу чергу деталі необхідно очистити від забруднень та обезжирити. Для цього підійдуть різного роду очисники на основі ізопропилового спирту або розчинники. Якщо на деталях є сліди корозії, то їх теж необхідно усунути – залежно від характеру поверхні це можна зробити механічним способом або за допомогою спеціальної хімії.
До паяння можна братися лише після очищення поверхонь. Деталі необхідно надійно зафіксувати таким чином, щоб вони були нерухомими в процесі паяння. Для цього можна використати ту ж саму «третю руку». На поверхні, які будуть між собою спаюватись, потрібно нанести флюс. Багато його не потрібно давати – головне повністю покрити поверхні паяння. Беремо припій і… тут можливі два варіанти паяння:
При нанесенні припою паяльником необхідно невелику кількість припою розплавити на кінчику жала. Після цього жалом притискаємо деталі в зоні паяння. В процесі паяння флюс буде випаровуватись, його залишки можна змивати або залишити – все залежить від того, який ви флюс використовуєте. Цей метод підходить для паяння дрібних деталей.
При паянні другим способом – нанесенням припою безпосередньо в зону паяння – потрібно паяльником прогріти деталі до температури паяння і відразу після цього подати в зону паяння припій. Розплавляючись, припій заповнить простір між деталями пайки і забезпечить надійне з'єднання. Таким способом, як правило, паяють масивні деталі та радіоелектронні компоненти на платах.
В процесі паяння як першим, так і другим способом важливо правильно підібрати температуру паяльника, оскільки від цього напряму буде залежати якість паяння. Припій в розплавленому вигляді повинен мати стан близький до рідкого. Напевне, всі пам'ятають фрагмент з фільму «Термінатор 2: Судний день» на металургійному заводі, коли рідкий термінатор T-1000 відновився з нагрітих шматочків. Згадали? Так ось – консистенція припою має бути такою як ось ці нагріті шматочки :)
Основні ознаки того, що температура паяльника недостатня:
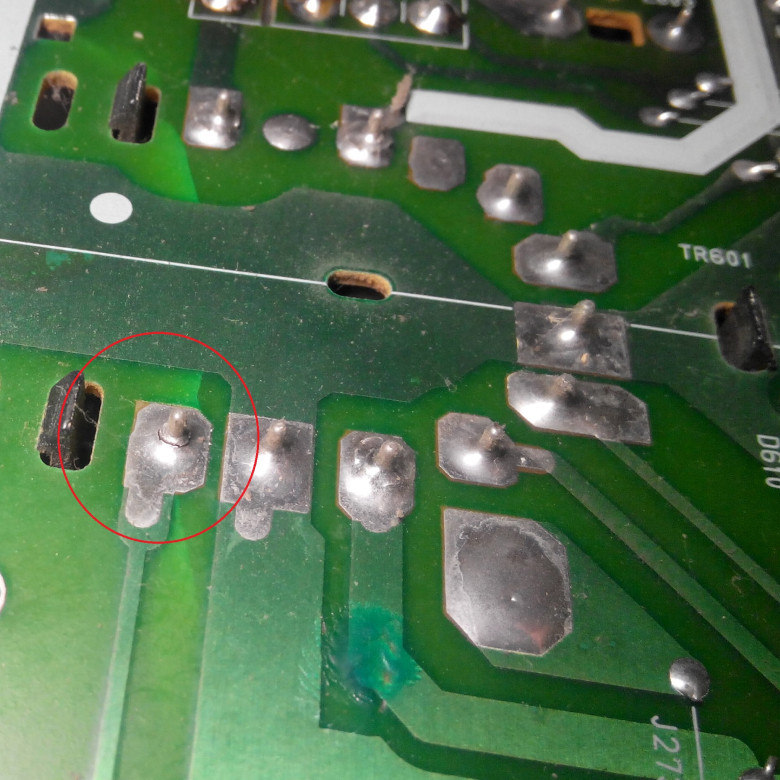
Внаслідок цього ви отримаєте так зване холодне паяння. Паяння надмірно розігрітим паяльником теж ні до чого доброго не призведе – припій дуже швидко окислюватиметься і погано лудитиметься. Як у першому, так і в другому випадку ви отримаєте в кінцевому результаті з'єднання деталей, яке матиме погану механічну міцність і з часом просто зруйнується.
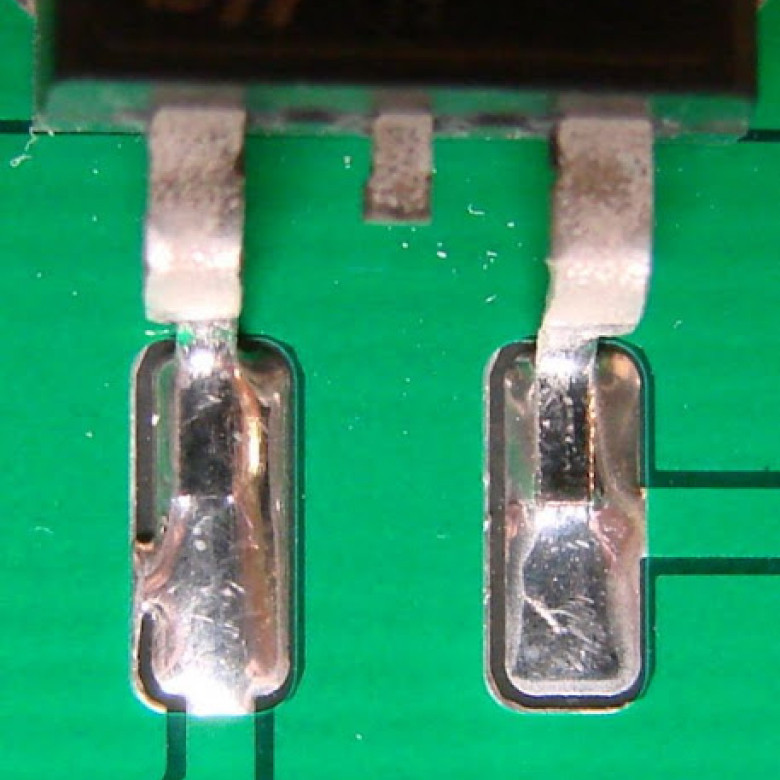
Як правило, температура паяльника підбирається індивідуально для кожного типу паяння. Разом з цим, для більшості типів паяння припоями ПОС-60 ідеальною є температура 240-300°C – починати необхідно від найменшого значення і поступово збільшувати за необхідності. При правильно підібраній температурі в кінцевому результаті у вас має бути блискуче з'єднання.
Припою не повинно бути занадто багато, але разом з цим його має бути достатньо для рівномірного заповнення простору між деталями. І найголовніше - не тримайте довго паяльник в зоні паяння. Для того, щоб припій розплавився і заповнив простір між деталями достатньо 3-4 секунд.
Отже, основні ази паяння ми з вами розглянули, а тепер пройдемся по найбільш поширеним застосуванням паяння в повсякденному житті.
З паянням проводів доводиться стикатися найчастіше. Це може бути паяння проводів електромережі вашого будинку, паяння проводів в авто, паяння проводів навушників (паяння проводів навушників розглянемо детально трохи пізніше) тощо. В результаті вдається отримати міцне, надійне з'єднання. Розглянемо поетапно процес паяння проводів:
 Паралельне скручування
Паралельне скручування
 Послідовне скручування
Послідовне скручування
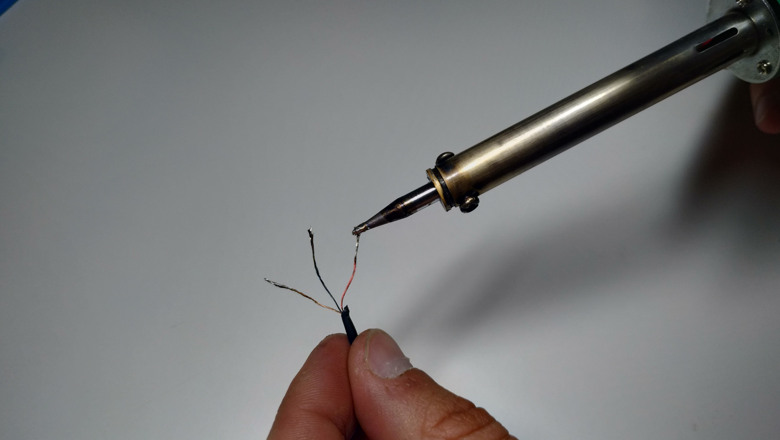
Таку методику доцільно використовувати для паяння електричних проводів. Якщо є задача припаяти провід до якоїсь поверхні, наприклад до контактів на платі, то попередньо кінчики проводів необхідно залудити.
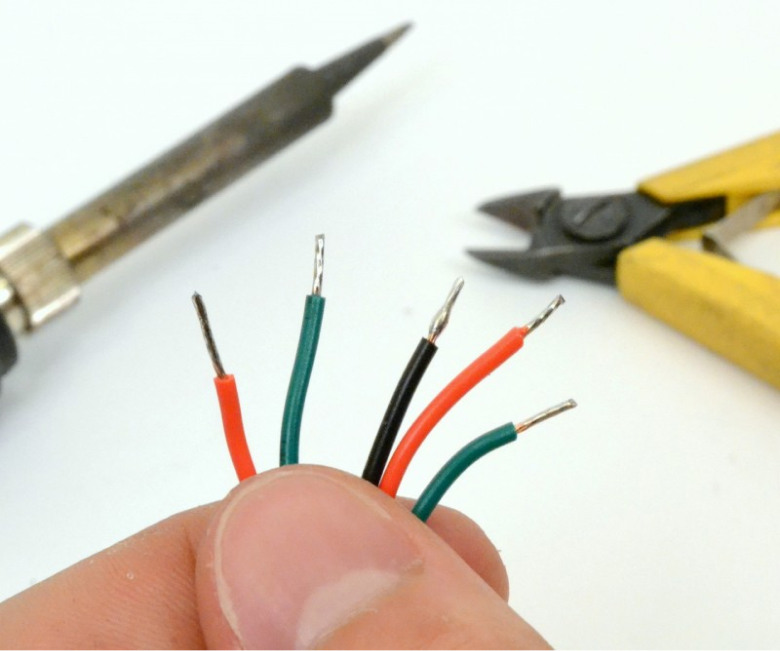
Для цього з проводу так само знімаємо ізоляцію та знежирюємо. Після цього покриваємо його флюсом та наносимо припій. Також потрібно залудити поверхню, до якої припаюватиметься провід. Надалі процес паяння буде легким та швидким, а саме з'єднання – якісним та міцним.
Напевно в кожного з нас в шухляді є купа старих поламаних навушників. Якщо ви вже вирішили навчитись паяти, гріх не спробувати відремонтувати хоча б одну пару.
Обрив проводу – це найпоширеніша причина виходу з ладу навушників. Здавалося б, достатньо просто виявити місце обриву та перепаяти проводи. Але не все так просто. В процесі паяння проводів навушників доводиться стикатись з проблемою залудження проводів. Проводи навушників мають лакове покриття, до якого припій ну просто ніяк не хоче приставати. Тому в першу чергу його потрібно делікатно позбутись. Для цього існує декілька методів:
Залуджені таким чином проводи легко паяти як один до одного, так і до конектора навушників.
Детально з повним процесом паяння навушників ви можете ознайомитись у нашому відео.
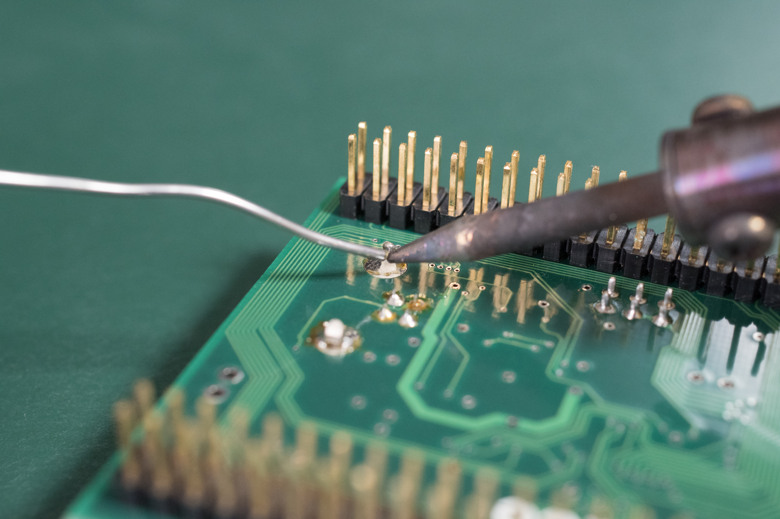
Як паяти проводи ви вже знаєте, тому переходимо до більш складного – паяння радіокомпонентів на платах. Хтось стикався з цим давно в школі на радіогуртках, для когось це буде новий експіріенс. Розглянемо (а для когось нагадаємо) нюанси паяння різного типу радіокомпонентів.
Технологія паяння та випаювання такого типу радіоелементів не є складною, але потребує злагодженої роботи паяльником з використанням допоміжного ручного інструменту. Радіоелементи такого типу як правило мають тільки два виводи, тому при випаюванні необхідно по черзі прогрівати паяльником припій на кожному з виводів і помалу витягувати елемент з посадочного місця.
Після того як елемент випаяний потрібно звільнити отвори на платі від залишків припою. Це можна зробити за допомогою паяльника та тонкого гострого інструменту, наприклад, за допомогою звичайної зубочистки.
Паяння нового елемента на плату відбувається наступним чином:
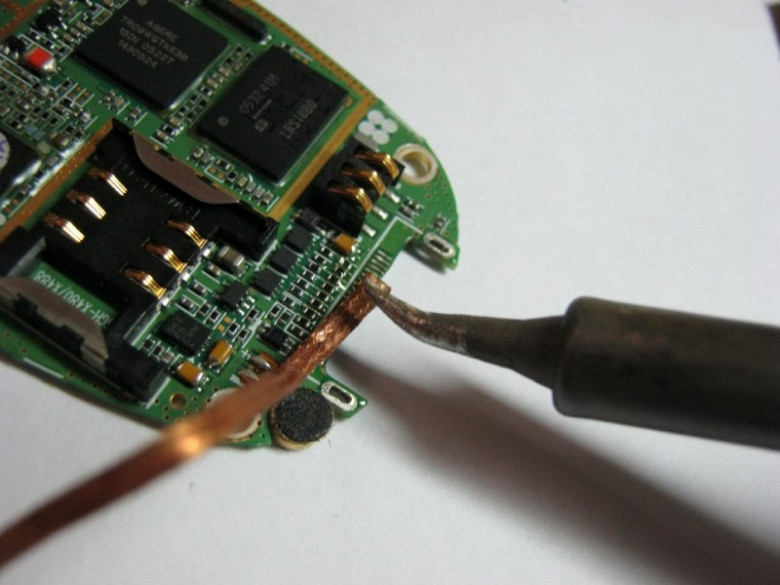
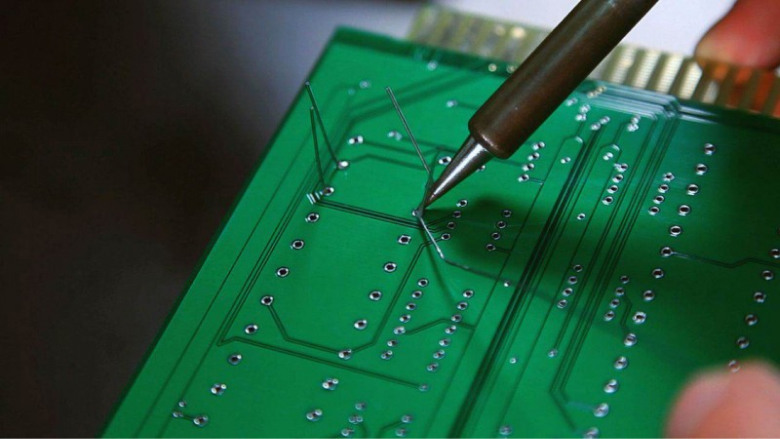
Паяння SMD-компонентів виконується поверхневим монтажем на контакти на платі. На сьогоднішній день 90 % паяння радіоелементів відбувається саме таким чином. Як правило, для випаювання неробочих радіоелементів використовуються спеціальні жала для SMD, але фактично таке жало можна виготовити самостійно. Для цього вам знадобиться мідний провід діаметром 1 мм. Його необхідно намотати декілька разів навколо звичайного жала паяльника таким чином як на фото.

Процес паяння SMD-компонентів такий:
Ну що ж, вітаємо! В першу чергу з тим, що ви дочитали цю статтю до кінця. ;) Ми також сподіваємося, що змогли допомогти вам отримати та освоїти основні навички паяння. Як ми говорили на початку статті, паяння – це постійна практика. Тому набувайте досвіду, досвіду і ще раз досвіду! Головна мета цієї статті – ввести вас у захоплюючий світ паяння та дати основу, а решту інформації ви можете легко знайти через запит до «О, великого Гугла» або в наших статтях і відео. Також будемо раді проконсультувати вас щодо будь-яких питань по підбору паяльного обладнання – ось контакти нашої технічної підтримки.
І пам’ятайте найголовніше – каніфолі багато не буває! :)
Подобаються наші статті? Тоді ви заціните і відео на цю тему!




Для універсального використання найкраще підійде паяльник потужністю 60–70 Вт з регулюванням температури, наприклад Goot PX-201. Він дозволяє працювати як зі свинцевими, так і безсвинцевими припоями, а регулювання температури зменшує ризик перегрівання елементів.
Свинцеві припої (ПОС) мають нижчу температуру плавлення, краще розтікаються та легші у використанні для новачків. Безсвинцеві припої забезпечують більш міцне з'єднання, але вимагають вищої температури і дорогих флюсів. Найпопулярніший варіант — ПОС-60.
Флюси поділяються на нейтральні, середньоактивні та активні. Нейтральні не потребують змивання і підходять для звичайного паяння. Середньоактивні ефективніші для окислених поверхонь. Активні — для складних металів (сталь, алюміній), але їх залишки обов’язково треба змивати.
Жало розігрівають, занурюють у каніфоль і покривають припоєм. Мідне жало можна формувати абразивом, а нікельоване — ні. Важливо не перегрівати жало та підтримувати його чистим, щоб забезпечити якісне паяння.
Лакову ізоляцію з проводів видаляють механічно, вогнем або за допомогою активного флюсу (рекомендовано). Потім проводи залуджуються і спаюються. Найкраще працювати на дерев’яній поверхні, втираючи припій у провід паяльником.
Стрічка для випаювання — це мідна плетена стрічка, просочена флюсом. Щоб нею скористатися, потрібно прикласти її до зони паяння і притиснути розігрітим паяльником. Припій втягується в стрічку, після чого використаний фрагмент відрізається.
Деталі потрібно очистити від бруду, знежирити, а за потреби — видалити корозію. Це забезпечить надійне з'єднання. Після очищення їх фіксують у нерухомому стані (наприклад, за допомогою «третьої руки») і наносять флюс.
Якщо температура замала, припій буде матовим, зернистим і погано розтікатиметься. Якщо надмірно висока — припій буде швидко окислюватися. В обох випадках з’єднання буде неміцним. Для ПОС-60 оптимальна температура: 240–300 °C.
SMD-компоненти паяються на поверхню плати. Спочатку наносять флюс, потім знімають старий компонент, а новий тримають пінцетом і припаюють по черзі кожен контакт. Для зручності можна використовувати спеціальне або саморобне SMD-жало.
«Третя рука» — це штатив з затискачами, який утримує деталі у стабільному положенні під час паяння. Це особливо корисно при роботі з дрібними елементами, бо дозволяє зосередитися на точності й не тримати обидві частини руками.




















